安装磨具
- 在电动工具上进行任何维护的工作(例如维修,更换工具等等),以及搬运、保存电动工具之前都必须从机器中取出蓄电池。无意间操作开关可能会造成伤害。
- 在磨片和切割片尚未冷却之前,切勿抓取。 工作时砂轮会变得非常炙热。
清洁研磨主轴(22)和所有待安装的零件。
夹紧及松开磨具时,请按压主轴锁定键(3)以固定研磨主轴。
- 待主轴完全静止后,才可以操纵主轴锁定键。否则可能会损坏电动工具。
直径为125毫米的砂轮或切割片
注意磨具的尺寸。孔径必须和固定法兰完全吻合。请勿使用转接件或异径管。
使用金刚石切割片时,金刚石切割片上的箭头方向必须和电动工具的旋转方向一致(参考机头上的旋转方向箭头)。
安装过程请参考插图页。
为了不借助其他工具就可以固定砂轮或切割片,请使用快速夹紧螺母(20)。
仅针对最大直径为125毫米的砂轮或切割片使用快速夹紧螺母(20)。
- 快速夹紧螺母(20)仅可用于砂轮或切割片。
- 只能使用完好无损的快速夹紧螺母(20)。
- 拧上快速夹紧螺母时请注意,快速夹紧螺母(20)标记面不得朝向砂轮。
- 请只使用随附的快速夹紧螺母来固定砂轮或切割片 (20)。
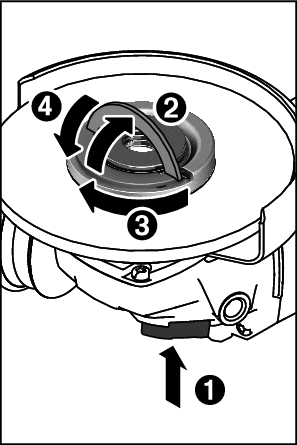
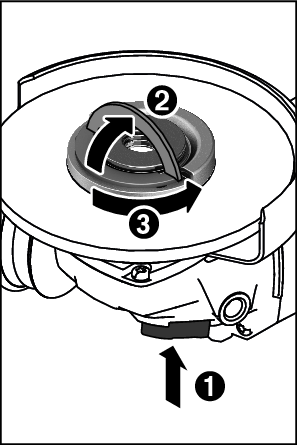
按压主轴锁定键(3)来固定研磨主轴。固定快速夹紧螺母(20)时,请向上翻起快速夹紧螺母的夹箍并顺时针用力旋转快速夹紧螺母。然后翻下夹箍以便固定快速夹紧螺母。仅拧紧砂轮/切割片边缘是不够的。
如果安装正确而且快速夹紧螺母(20)未损坏,就可以用手松开快速夹紧螺母。请向上翻起快速夹紧螺母的夹箍并逆时针用力旋转快速夹紧螺母。对于卡住的快速夹紧螺母,切勿使用工具,而是要用双销扳手松开。
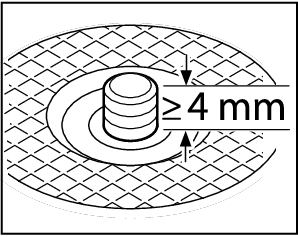
安装完固定法兰和砂轮或切割片之后的自由研磨主轴螺纹长度必须至少为4毫米。
请注意磨具是否牢固固定,以便在电动工具运行期间不从主轴上滑落。
用于M 14研磨主轴的固定法兰:
在固定法兰(13)的定心凸缘上套有一个塑料件(O形环)。如果O形环缺失或损坏,在继续使用磨机前必须更换固定法兰(13)。
- 在安装好磨具且尚未开动磨机之前,必须检查磨具是否正确地安装,磨具能否自由无阻地旋转。务必确保磨具转动时不会和防护罩或其他机件产生磨擦。
直径为100毫米的砂轮或切割片
带夹箍的快速夹紧螺母 (20) 不建议用于直径100毫米的砂轮或切割片。
注意磨具的规格。孔径必须和固定法兰完全吻合。请勿使用转接件或异径管。
使用金刚石切割片时,金刚石切割片上的箭头方向必须和机器的旋转方向一致(参考机头上的旋转方向箭头)。
安装过程请参考插图页。
拧入夹紧螺母(19)以固定砂轮/切割片,然后使用双销扳手拧紧螺母。
- 在安装好磨具且尚未开动磨机之前,必须检查磨具是否正确地安装,磨具能否自由无阻地旋转。务必确保磨具转动时不会和防护罩或其他机件产生磨擦。