Preverjanje natančnosti merilne naprave
Na natančnost niveliranja najbolj vpliva temperatura okolice. Še posebej temperaturne spremembe, ki potekajo od tal navzgor, lahko povzročijo odklanjanje laserskega žarka.
Zaradi tega postavite merilno napravo karseda blizu na delovno ploščo in jo pritrdite s spodnjo stranjo karseda vzporedno k delovni plošči.
Poleg zunanjih vplivov lahko odstopanja povzročajo tudi vplivi, ki so odvisni od posamezne naprave (kot so npr. padci ali močnejši udarci). Zato pred vsakim začetkom dela najprej preverite kotno natančnosti.
Če merilna naprava pri preverjanju prekorači največje odstopanje, jo mora popraviti servisna služba Bosch.
Za preverjanje potrebujete pribl. 10 × 5 m prosto površino na trdni, ravni podlagi.
- Postavite merilno napravo v enega izmed kotov merilne površine. Vklopite merilno napravo in jo naravnajte tako, da poteka laserska linija 0° vzdolž daljše strani merilne površine in laserska linija 90° vzdolž krajše strani merilne površine.
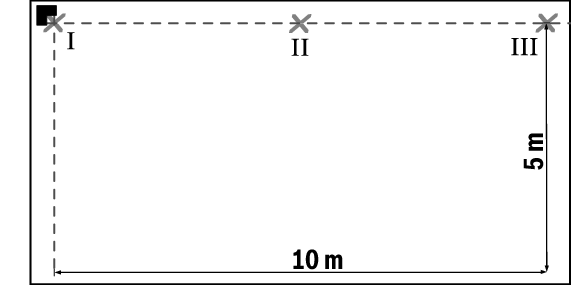
- Označite stičišče laserskih linij na tleh (točka Ⅰ). Označite tudi sredino laserske linije 0° na razdalji 5 m (točka Ⅱ) in na razdalji 10 m (točka Ⅲ).
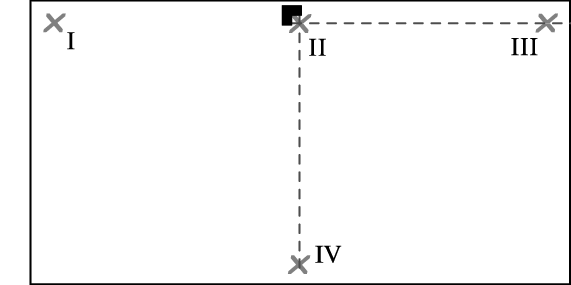
- Merilno napravo postavite (ne da bi jo pri tem obrnili) na razdaljo 5 m tako, da stičišče laserskih linij sovpada z že označeno točko Ⅱ in laserska linija 0° poteka skozi točko Ⅲ. Označite sredino laserske linije 90° na razdalji 5 m (točka Ⅳ).
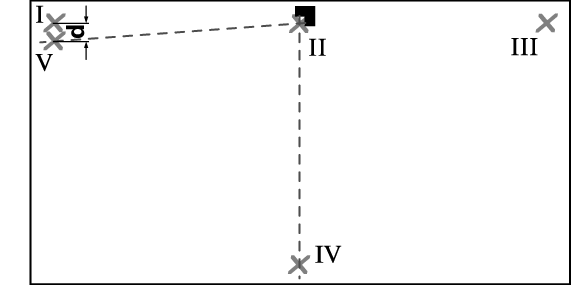
- Merilno napravo obrnite za 90° tako, da sredina laserske linije 0° poteka skozi točko Ⅳ. Stičišče laserskih linij mora še vedno ležati na točki Ⅱ. Označite sredino laserske linije 90° na razdalji 5 m s točko Ⅴ, ki naj leži čim bližje točki I.
- Razlika d med obema točkama Ⅴ in Ⅰ pomeni dejansko odstopanje laserske linije 0° in laserske linije 90° od pravega kota.
Na merilni razdalji 2 × 5 m = 10 m največje dopustno odstopanje znaša:
10 m × ±0,2 mm/m = ±2 mm. Razlika d med točkama Ⅰ in Ⅴ lahko zato znaša največ 2 mm.
Za preverjanje potrebujete pribl. 10 × 5 m prosto površino na trdni, ravni podlagi.
- Postavite merilno napravo v enega izmed kotov merilne površine. Vklopite merilno napravo in jo naravnajte tako, da poteka laserska linija 0° vzdolž daljše strani merilne površine in laserska linija 90° vzdolž krajše strani merilne površine.
- Označite stičišče laserskih linij na tleh (točka Ⅰ). Označite tudi sredino laserske linije 0° na razdalji 5 m (točka Ⅱ) in na razdalji 10 m (točka Ⅲ).

- Merilno napravo postavite (ne da bi jo pri tem obrnili) na razdaljo 5 m tako, da stičišče laserskih linij sovpada z že označeno točko Ⅱ in laserska linija 0° poteka skozi točko Ⅲ. Označite sredino laserske linije 45° na razdalji 5 m (točka Ⅳ).

- Merilno napravo obrnite za 45° tako, da sredina laserske linije 0° poteka skozi točko Ⅳ. Stičišče laserskih linij mora še vedno ležati na točki Ⅱ. Označite sredino laserske linije 45° na razdalji 5 m kot točko Ⅴ.
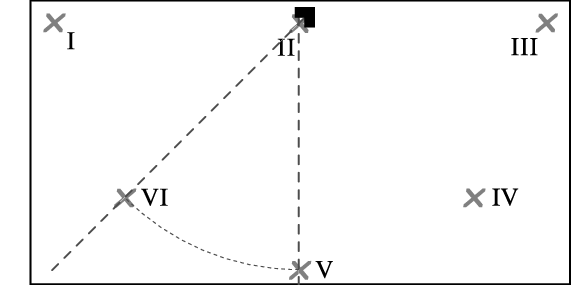
- Merilno napravo obrnite za 45° tako, da sredina laserske linije 0° poteka skozi točko Ⅴ. Stičišče laserskih linij mora še vedno ležati na točki Ⅱ. Označite sredino laserske linije 45° na razdalji 5 m kot točko Ⅵ.

- Merilno napravo obrnite za 45° tako, da sredina laserske linije 0° poteka skozi točko Ⅵ. Stičišče laserskih linij mora še vedno ležati na točki Ⅱ. Označite sredino laserske linije 45° na razdalji 5 m s točko Ⅶ, ki naj leži čim bližje točki I.
- Razlika d med obema točkama Ⅰ in Ⅶ pomeni dejansko odstopanje laserske linije 0° in laserske linije 45° od pravega kota.
Na merilni razdalji 4 × 5 m = 20 m znaša največje dopustno odstopanje:
20 m × ±0,4 mm/m* = ±8 mm. Razlika d med točkama Ⅰ in Ⅶ lahko zato znaša največ 8 mm.
* Vrednost ±0,4 mm/m izhaja iz kotne natančnosti ±0,2 mm/m, vključno z možno negotovostjo pri obračanju 0,2 mm/m.