Kiểm tra độ chính xác của dụng cụ đo
Nhiệt độ chung quanh có ảnh hưởng lớn nhất. Đặc biệt là sự sai biệt của nhiệt độ xảy ra từ mặt đất hướng lên có thể làm lệch hướng luồng laze.
Vì vậy, chỉnh đặt dụng cụ đo gần bề mặt gia công hết mức như có thể được và chỉnh cho mặt đáy song song với bề mặt gia công hết mức có thể.
Bên cạnh các tác động ngoài, các tác động ảnh hưởng trực tiếp tới thiết bị (như rơi hoặc va đập mạnh) có thể gây ra các sai lệch. Do đó, hãy kiểm tra độ chính xác góc trước khi bắt đầu công việc.
Nếu giả như dụng cụ đo chệch hướng vượt mức tối đa tại một trong những lần kiểm tra, xin vui lòng mang đến trạm phục vụ hàng đã bán của Bosch để được sửa chữa.
Để kiểm tra, bạn cần một mặt phẳng thoáng khoảng 10 × 5 m trên nền cứng và phẳng.
- Chỉnh đặt dụng cụ đo tại một trong những góc của bề mặt được đo. Hãy bật dụng cụ đo và căn chỉnh sao cho tia laser 0° chạy dọc bên hông dài của bề mặt đo và tia laser 90° chạy dọc bên hông ngắn của bề mặt đo.
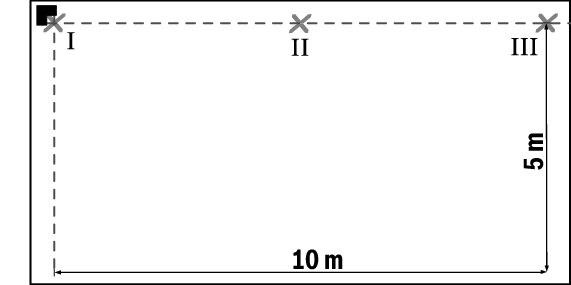
- Hãy đánh dấu điểm giao nhau của tia laser trên sàn (điểm Ⅰ). Ngoài ra, hãy đánh dấu điểm giữa của tia laser 0° ở khoảng cách 5 m (điểm Ⅱ) và ở khoảng cách 10 m (điểm Ⅲ).
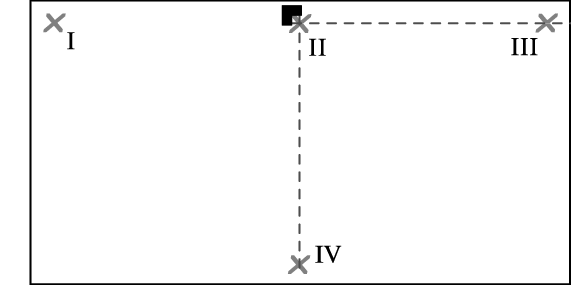
- Hãy lắp dụng cụ đo (không cần xoay) ở khoảng cách 5 m sao cho điểm giao nhau của các tia laser gặp điểm Ⅱ đã đánh dấu và tia laser 0° chạy qua điểm Ⅲ. Ngoài ra, hãy đánh dấu điểm giữa của tia laser 90° ở khoảng cách 5 m (điểm Ⅳ).

- Hãy xoay dụng cụ đo 90° sao cho điểm giữa của tia laser 0° chạy qua điểm Ⅳ. Điểm giao nhau của tia laser phải ở trên điểm Ⅱ. Hãy đánh dấu điểm giữa của tia laser 90° ở khoảng cách 5 m làm điểm Ⅴ bên cạnh điểm Ⅰ.
- Sự chênh lệch d của cả hai điểm Ⅴ và Ⅰ dẫn đến độ lệch thực tế của tia laser 0° và tia laser 90° từ góc bên phải.
Với khoảng cách đo 2 × 5 m = 10 m thì độ lệch tối đa cho phép là:
10 m × ±0,2 mm/m = ±2 mm. Do đó, chênh lệch d giữa các điểm Ⅰ và Ⅴ được phép lên đến cao nhất là 2 mm.
Để kiểm tra, bạn cần một mặt phẳng thoáng khoảng 10 × 5 m trên nền cứng và phẳng.
- Chỉnh đặt dụng cụ đo tại một trong những góc của bề mặt được đo. Hãy bật dụng cụ đo và căn chỉnh sao cho tia laser 0° chạy dọc bên hông dài của bề mặt đo và tia laser 90° chạy dọc bên hông ngắn của bề mặt đo.
- Hãy đánh dấu điểm giao nhau của tia laser trên sàn (điểm Ⅰ). Ngoài ra, hãy đánh dấu điểm giữa của tia laser 0° ở khoảng cách 5 m (điểm Ⅱ) và ở khoảng cách 10 m (điểm Ⅲ).
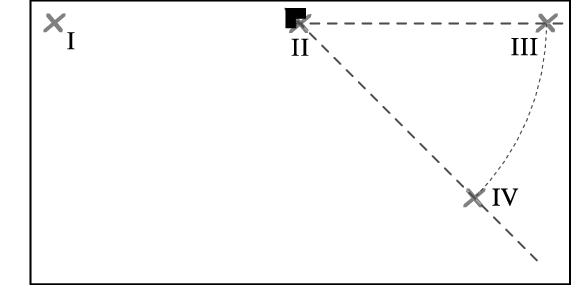
- Hãy lắp dụng cụ đo (không cần xoay) ở khoảng cách 5 m sao cho điểm giao nhau của các tia laser gặp điểm Ⅱ đã đánh dấu và tia laser 0° chạy qua điểm Ⅲ. Ngoài ra, hãy đánh dấu điểm giữa của tia laser 45° ở khoảng cách 5 m (điểm Ⅳ).
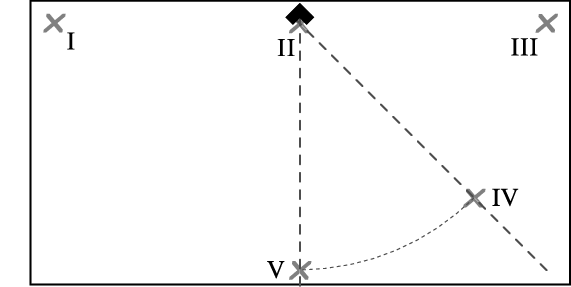
- Hãy xoay dụng cụ đo 45° sao cho điểm giữa của tia laser 0° chạy qua điểm Ⅳ. Điểm giao nhau của tia laser phải ở trên điểm Ⅱ. Ngoài ra, hãy đánh dấu điểm giữa của tia laser 45° ở khoảng cách 5 m làm điểm Ⅴ.
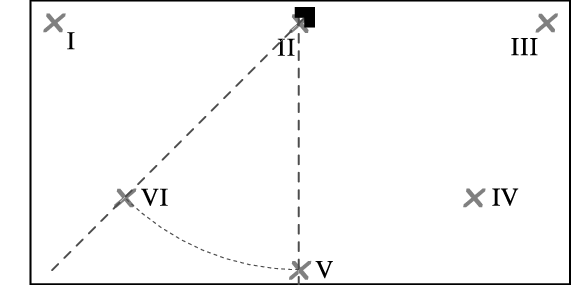
- Hãy xoay dụng cụ đo 45° sao cho điểm giữa của tia laser 0° chạy qua điểm Ⅴ. Điểm giao nhau của tia laser phải ở trên điểm Ⅱ. Ngoài ra, hãy đánh dấu điểm giữa của tia laser 45° ở khoảng cách 5 m làm điểm Ⅵ.

- Hãy xoay dụng cụ đo 45° sao cho điểm giữa của tia laser 0° chạy qua điểm Ⅵ. Điểm giao nhau của tia laser phải ở trên điểm Ⅱ. Hãy đánh dấu điểm giữa của tia laser 45° ở khoảng cách 5 m làm điểm Ⅶ bên cạnh điểm Ⅰ.
- Sự chênh lệch d của cả hai điểm Ⅰ và Ⅶ dẫn đến độ lệch thực tế của tia laser 0° và tia laser 45°.
Với khoảng cách đo 4 × 5 m = 20 m thì độ lệch tối đa cho phép là:
20 m × ±0,4 mm/m* = ±8 mm. Do đó, chênh lệch d giữa các điểm Ⅰ và Ⅶ được phép lên đến cao nhất là 8 mm.
* Giá trị ±0,4 mm/m là kết quả từ độ chính xác góc ±0,2 mm/m cộng với hệ số bất định khi quay 0,2 mm/m.