საზომი ხელსაწყოს სიზუსტის შემოწმება
სიზუსტეზე მოქმედი ფაქტორები
ყველაზე დიდ გავლენას ახდენს გარემოს ტემპერატურა. კერძოდ, ლაზერის სხივის გადახრა შესაძლებელია ტემპერატურის ვარდნის გამო იატაკიდან ზემოთ.
ჩვენ გირჩევთ საზომი ინსტრუმენტი გამოიყენოთ შტატივზე, რათა სითბოს ზემოქმედება მიიყვანოთ მინიმუმამდე, რომელიც ქვევიდან მოდის. გარდა ამისა, დააყენეთ საზომი ინსტრუმენტი, შეძლებისდაგვარად სამუშაო ზედაპირის შუაში.
გარდა გარე ზემოქმედებისა, მოწყობილობის სპეციფიკურმა ზემოქმედებამ (მაგალითად, დაცემა ან ძლიერი დარტყმა) ასევე შეიძლება გამოიწვიოს გადახრები.ამიტომ, სამუშაოს ყოველი დაწყების წინ შეამოწმეთ ნიველირების სიზუსტე.
თუ ერთ-ერთი შემოწმების დროს საზომი ხელსაწყო გადააჭარბებს მაქსიმალურ დასაშვებ გადახრას, ის უნდა ჩაბარდეს ტექნიკური მომსახურების ცენტრში შესაკეთებლად Bosch.
ნიველირების სიზუსტის შემოწმება ჰორიზონტალურ პოზიციაში
საიმედო და ზუსტი შედეგის მისაღებად რეკომენდირებულია შეამოწმოთ ნიველირების სიზუსტე თავისუფალ საზომ მონაკვეთზე სიგრძით 30 მ კედლის წინ მყარ საფუძველზე. თითოეული ღერძისთვის შეასრულეთ ზომვის სრული პროცედურა.
- დააყენეთ საზომი ხელსაწყო ჰორიზონტალურ პოზიციაში მანძილით 30 მ კედლიდან შტატივზე ან მყარ სწორ საფუძველზე. ჩართეთ საზომი ინსტრუმენტი.

- ნიველირების დასრულების შემდეგ მონიშნეთ ლაზერული სხივის ცენტრი კედელზე (წერტილი Ⅰ).
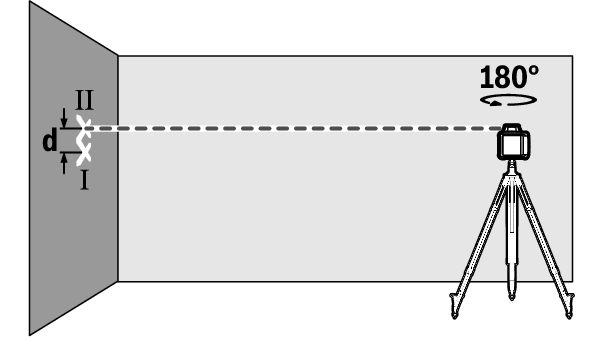
- მოაბრუნეთ საზომი ხელსაწყო 180°-ით, პოზიციის შეცვლის გარეშე. დაელოდეთ ხელსაწყომ დაასრულოს ნიველირება და მონიშნეთ ლაზერული სხივის ცენტრი კედელზე (წერტილი Ⅱ). ყურადღება მიაქციეთ, რომ წერტილი Ⅱ იყოს რაც შეიძლება გამოშვერილი იყოს წერტილ Ⅰ-ზე ზევით ან ქვევით.
მანძილი d ორ მონიშნულ წერტილს Ⅰ და Ⅱ შორის კედელზე წარმოადგენს საზომი ხელსაწყოს ფაქტობრივი გადახრის სიდიდეს საზომი ღერძის სიმაღლეზე.
გაიმეორეთ ზომვის პროცესი მეორე ღერძისთვის. ამისათვის მოატრიალეთ საზომი ხელსაწყო გაზომვის დაწყების წინ 90°.
მონაკვეთზე 30 მ დასაშვები მაქსიმალური ცდომილება შეადგენს:
30 მ × ±0,1 მმ/მ = ±3 მმ. ამგვარად, მანძილი d Ⅰ და Ⅱ წერტილებს შორის ორივე გაზომბის პროცედურებიდან ყოველის დროს არ უნდა აღემატებოდეს მაქს. 6 მმ.